Новости
Галерея (28)

























Научно-технический центр Ford Otosan

Для двух поколений кабин
Но прежде чем вклеить стекло в кабину, ее надо изготовить. Производство кабин для всех грузовиков Ford Trucks находится здесь же, в Эскишехире, здесь их сваривают и окрашивают. В сварочном цехе смонтирована общая сборочная линия и для кабин Ford Н566, и для новой кабины Ford F-max Н625. Если «старая» кабина существует во всевозможных модификациях, то есть длинная и короткая, с высокой крышей и с низкой, с окошками в нижней части дверей и без них, то кабина Ford F-max пока в единственном исполнении – максимально высокая, длинная. Это именно то исполнение кабин Ford F-max, которое принесло седельному тягачу победу на конкурсе International Truck of the Year 2019 года.
Геометрия будущей готовой кабины формируется в сварочных кондукторах, здесь операторы фиксируют панели точечной сваркой клещами. Конечно, весь дальнейший процесс сварки максимально автоматизирован, для наиболее ответственных и трудоемких операций, используют роботов. Сварка ведется по заранее написанным программам для разных вариантов собираемых кабин. Но что-то приходится подваривать вручную электродуговой полуавтоматической или контактной сваркой, в частности, крепеж интерьера внутри кабины. Это обычная технология для кузовного производства в автомобилестроении.
На кабине Ford F-max увеличилось и количество клеевых соединений. Чаще всего склеивают двери: внутреннюю и внешнюю панели соединяют завальцовкой, а шов заполняют термоклеем. Тем самым получается прочное и герметичное соединение, а металл не подвергается ненужному высокотемпературному нагреву. Напомним, что наиболее подверженные коррозии детали кабин изготовлены из стали, оцинкованной с двух сторон. Это пол, арки колес, лонжероны и силовые поперечные балки, элементы фасада, боковые панели. И конечно же, из оцинковки делают внешние панели дверей. На обеспечение коррозионной стойкости кабины работает и широкое применение пластмассовых деталей кабины. В основном это навесные детали, то есть бампер, капот, крылья и обтекатели. Их окрашивают отдельно – из-за особенностей технологии окраски пластмассы.
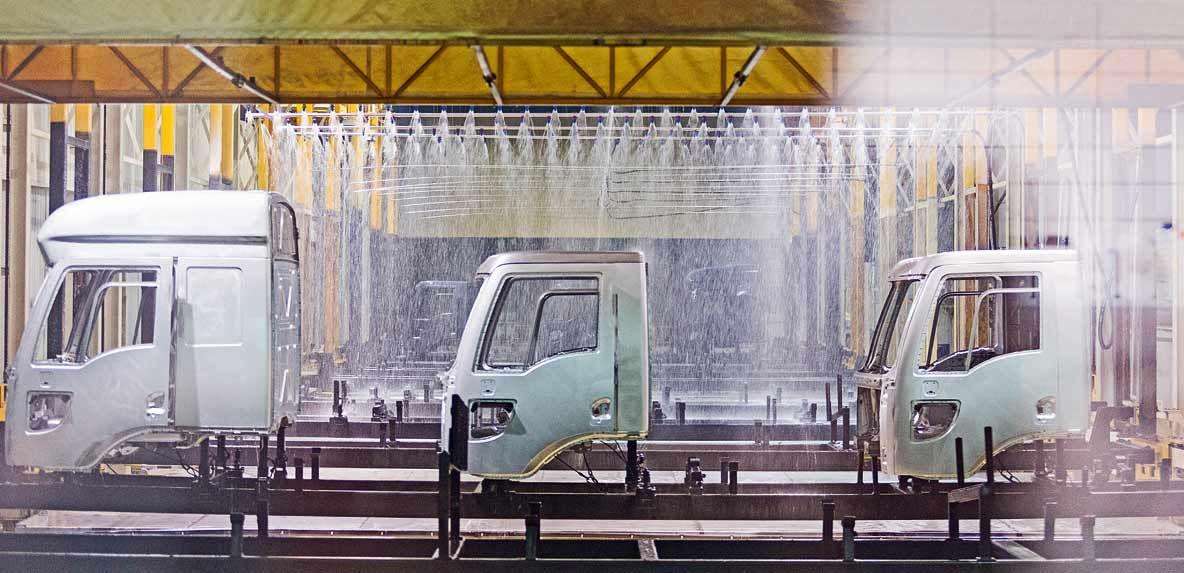
Раньше кабины сваривали тоже здесь, на заводе в Инону, но из-за отсутствия своей линии окраски и катафорезного грунтования их приходилось отвозить в покраску на завод «Транзитов» в Коджаэли, а потом возвращать обратно. 200 километров в один конец – логистика таких перевозок была никчемная, зато качество окраски высоким. Во всяком случае в России ржавых грузовиков «Форд» на дорогах не видно. В 2018 году, на заводев Эскишехире открыли свою новую окрасочную линию, с обязательным катафорезным грунтованием. Сваренная кабина проходит сквозь череду ванн, которые предназначены для обезжиривания, многоэтапной очистки, а затем – фосфатирования. Пористая фосфатная пленка сама по себе уже антикоррозионное покрытие, а еще она улучшает сцепление грунта с металлом. Важнейший этап для долговечности кабины – катафорезное грунтование. Кабину полностью погружают в огромную ванну с грунтовкой, «купают» ее с переворачиванием, и в ней под воздействием тока высокого напряжения на металле происходит электроосаждение защитного состава. Грунт ложится очень плотно, благодаря этому коррозионная стойкость кабин выше в четыре раза, чем с применением обычного грунта, без катафорезного! Если поднять кабину на готовом грузовике, то снизу видно серовато-бежевое покрытие. Это и есть катофорезный грунт. Благодаря погружению в ванну и электроосаждению грунт проникает не только во все закрытые полости, но даже в тончайшие щели между сваренными панелями! Обычно на такие кабины или автомобильные кузова дают гарантию от сквозной коррозии в шесть лет. Далее кабины окрашивают. И здесь обязательно работают роботы, их 11, а вообще уровень автоматизации превышает 70 %. Если вспомнить фразу Генри Форда, о том, что «автомобиль может быть окрашен в любой цвет, при условии что этот цвет черный», то это он видимо говорил не про грузовики изготовленные в Эскишехире… Нельзя сказать, что здесь буйство красок, как на автозаводе по производству легковых автомобилей, но с дюжину цветов в этот день удалось увидеть. Красные, желтые, обязательный снежно-белый, есть синий и бордовый металлик и так далее. Сейчас на заводе за год выпускают около 20 тысяч кабин.

Обновление автопарка с помощью СберЛизинга позволяет получить более низкую процентную ставку по сравнению с банковским кредитом, а также воспользоваться государственной субсидией, доступной для отечественной техники.

В Москве начнет функционировать автоматизированная система выявления отсутствия полиса ОСАГО у водителей грузового транспорта и такси

Компания «Трайангл шина» входит в пул ведущих мировых производителей шин. Продукция представлена в России широким ассортиментом и заслужила положительные отзывы партнеров компании и потребителей
Галерея (28)







