Новости
Галерея (21)


















Мелкоузловая сварка кабин Mercedes-Benz Axor

В конце 2013 года, к моменту запуска в производство нового седельного тягача КАМАЗ-5490, первые 100 кабин Mercedes-Benz Axor для этих автомобилей поступили готовыми и полностью комплектными из Германии. В это же время, в декабре 2013 г., в Набережных Челнах состоялся запуск участка сварки кабин из шести крупных узлов – пола, крыши, задней стенки, двух собранных боковин, передней панели и по мелочи – дверей и крепежных элементов. Тогда была достигнута производительность 8 каркасов в смену, и уже в 2014 г. изготовили около 500 кабин. В конце июля 2015-го в дополнение к уже действующему крупноузловому производству кабин Mercedes-Benz Axor введена в эксплуатацию линия мелкоузловой сварки. Здесь эти шесть крупных узлов кабины сваривают из 168 деталей. Теперь две линии соединены в одну, что позволяет осуществить более глубокую локализацию. Тем самым обеспечено изготовление 40 кабин Mercedes-Benz Axor в смену, за год – около 10 тыс. А при двухсменной работе выпуск увеличится вдвое.
Изготавливают три варианта кабины Mercedes-Benz Axor: короткая дневная с низкой крышей, длинная спальная с низкой крышей и длинная спальная с высокой крышей. Все штампованные детали поступают на «камазовский» ПРЗ из Европы. Организовывать свою штамповку пока не планируется. Детали для кабин везут в контейнерах паромом из Германии в порт Санкт-Петербурга. Раньше в каждый контейнер входило по четыре комплекта SKD, сейчас в тот же контейнер загружают деталей уже на 16 кабин. Разница существенная: затраты на импорт сократятся в два раза, у «КАМАЗа» получается около 2000 евро экономии на каждой кабине. Цена комплектующих снизится примерно на треть, стоимость упаковки – в два раза, транспортные расходы и таможенные пошлины – в пять раз. Можно надеяться, что уменьшение затрат скажется и на уменьшении цены автомобиля. Еще один «плюс»: со временем станут более доступны детали кабины для вторичного рынка, ее будет проще отремонтировать, если понадобится.
Не намного сложнее
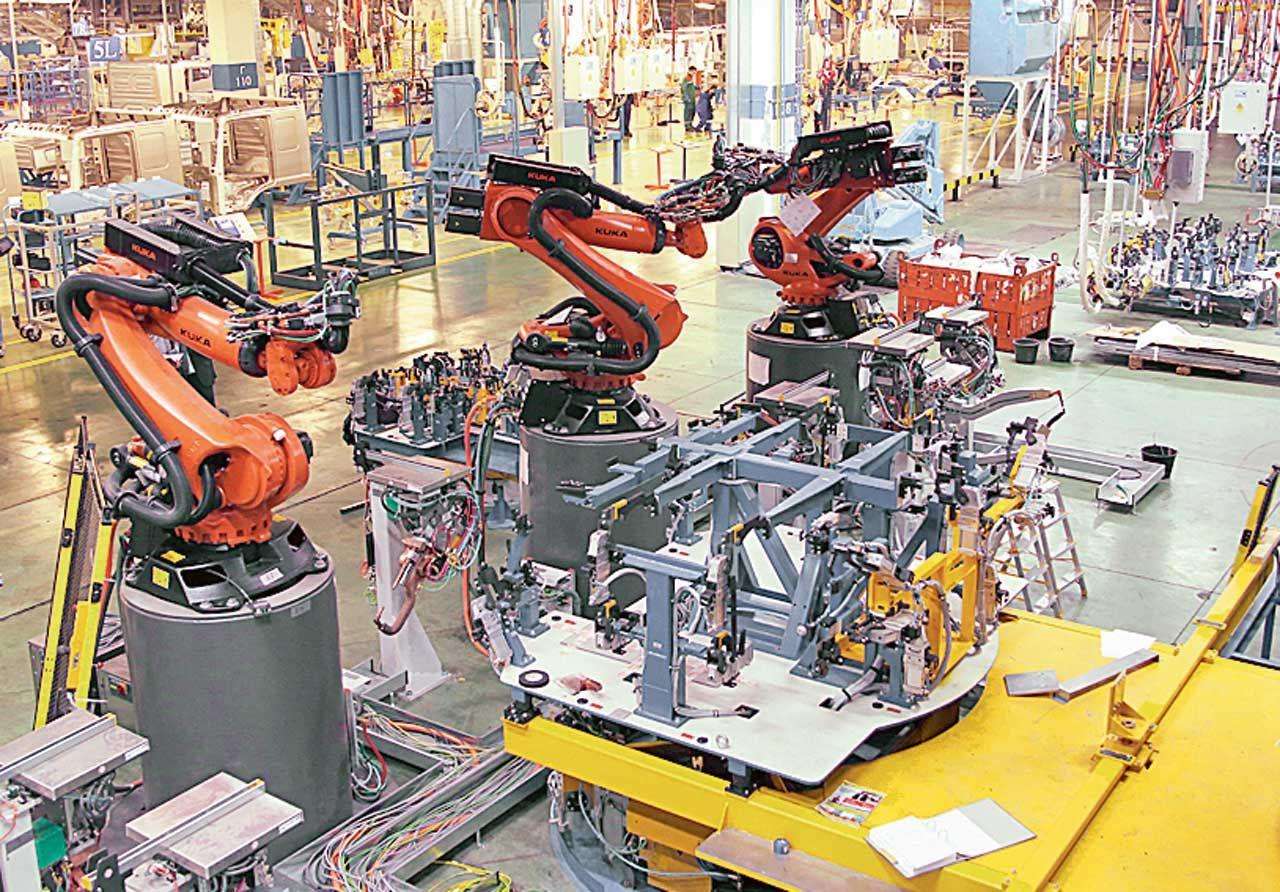
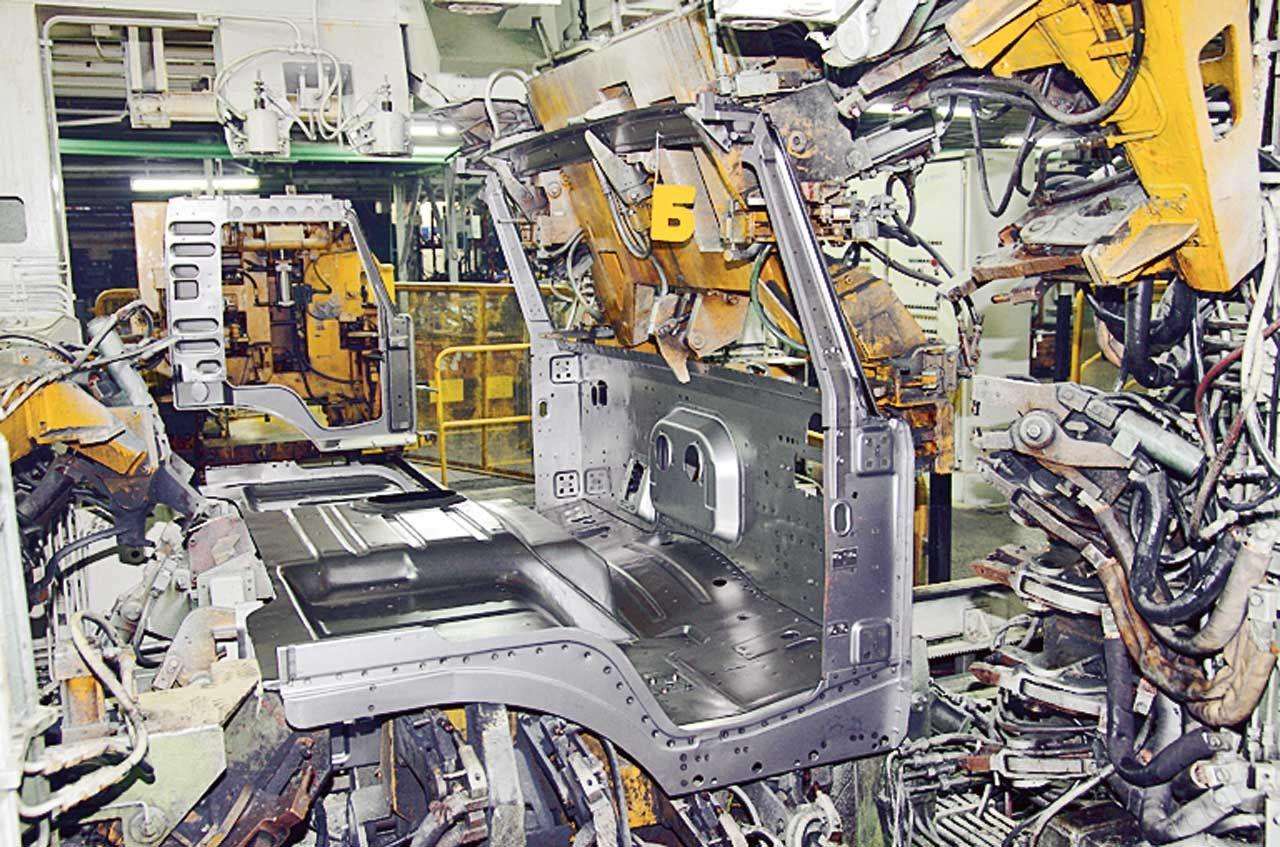
На прессово-рамном заводе «КАМАЗа» работает полностью автоматизированная линия по сборке и сварке кабин – с роботами. Но она была ранее настроена только на кабину КАМАЗ-5320 со всеми ее модификациями. Перенастроить линию просто так не получалось. Именно это сдерживало запуск в производство любых других кабин. Сварка ведется по специально написанным программам для разных вариантов собираемых кабин, но что-то приходится подваривать вручную электродуговой или контактной сваркой. Сборку-сварку серийной кабины «КАМАЗ», а также отдельных узлов осуществляют двенадцать автоматических линий с применением сварки кольцевых швов в углекислой среде, непрерывной и рельефной сварки, а также многоэлектродных машин. Для производства кабины Mercedes-Benz Axor применяется технология контактной сварки ручными сварочными клещами, сварка роботами, а также дуговая сварка в среде защитного газа. По такой же технологии налажена сборка кабин Mercedes-Benz Axor в Турции. Геометрия готовой кабины формируется в сварочных кондукторах. Здесь операторы фиксируют геометрию готового изделия точечной сваркой, а потом уже все окончательные сварочные швы выполняют роботы. Осенью планируется запуск новой измерительной лаборатории фирмы Zeiss AG («Цейсс»), которая позволит производить постоянный контроль геометрии сваренных узлов и каркаса кабины на соответствие 3D-моделям.
По мнению специалистов «КАМАЗа», кабина Axor не намного сложнее в производстве, чем обычная «камазовская» кабина. Но дополнительно обучать рабочих и ИТР все равно пришлось – часть их отправляли на стажировку в Турцию и Германию. Или наоборот, оттуда приезжали специалисты для обучения сотрудников автозавода.
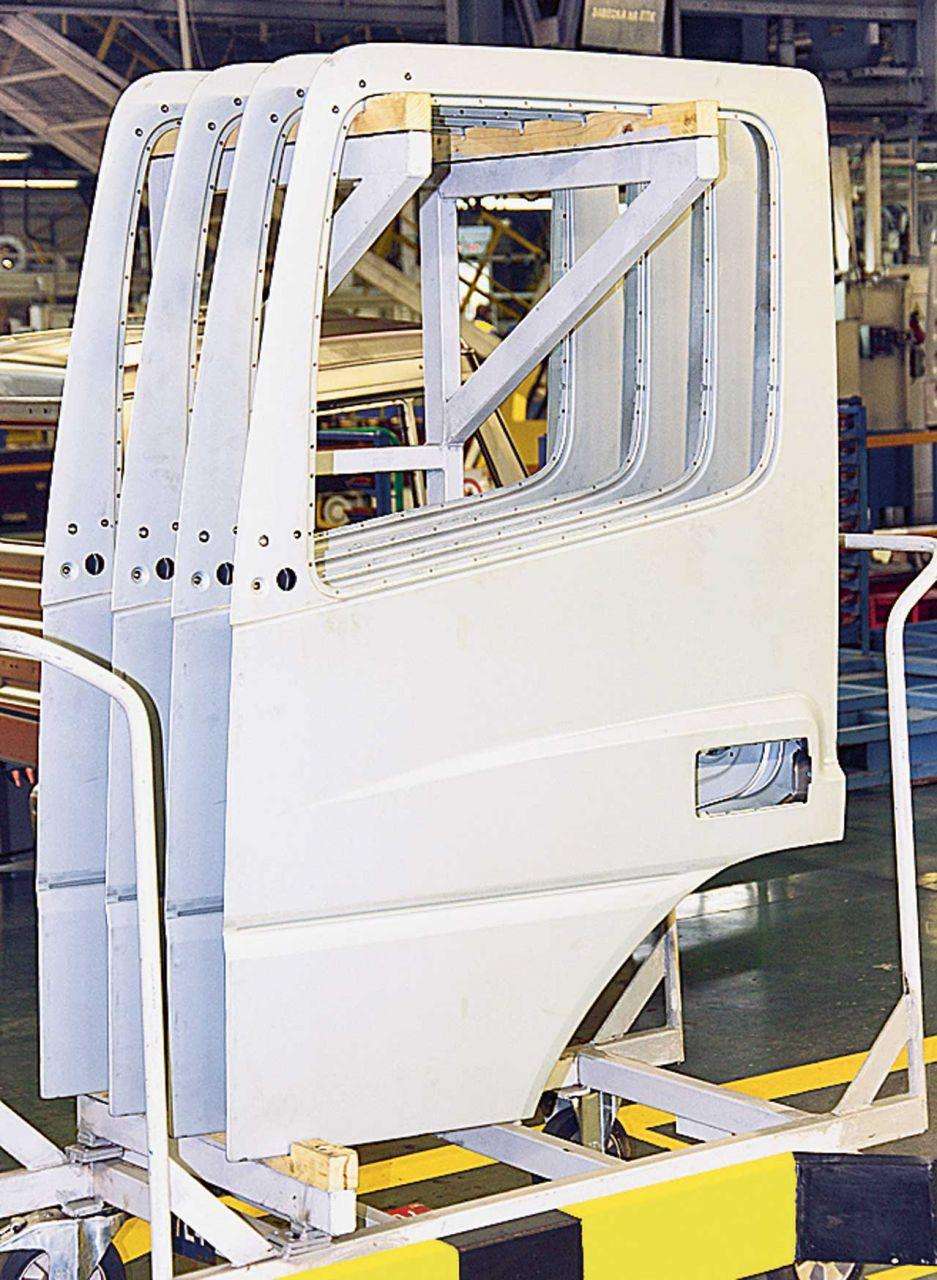
На этапах подготовки кабины к сварке как раз хорошо видно, какие детали на этой немецкой кабине выполнены из оцинкованной стали, а какие – из обычной, «черной». Из оцинковки отштампованы наиболее подверженные коррозии панели и элементы каркаса, а они обычно находятся снизу: нижняя часть передних панелей, стойки, элементы пола и детали его усиления, боковые панели длинной кабины – спальника, задняя стенка. Часть деталей изготовлена из односторонне оцинкованной стали (этой стороной ее ориентируют внутрь), а часть – с двухсторонним нанесением цинка. Именно такую, максимальную защиту от коррозии имеют двери кабины, причем в Челнах не собираются осваивать их производство. Двери привозят на завод из Европы, уже сваренными, но не покрашенными.

Лизинг является самым популярным инструментом приобретения грузовиков. О рынке лизинга беседа Дмитрия Поцелуевского, главного редактора журнала «Рейс», с Андреем Гладковым, Генеральным директором АО «Лизинговая компания «КАМАЗ».

А вы знаете, что лизинг был известен уже в средневековой Англии – тогда предметом лизинга были лошади! Сейчас этим выгодным способом можно приобрести даже самый мощный российский бульдозер ЧЕТРА Т40. Да и условия лизинга стали супердружелюбными по отношению к клиенту. Расскажем подробнее.

Сегодня для китайских автозаводов наступили благодатные времена. Именно их грузовые шасси сейчас массово заказывают российские компании-надстройщики
Галерея (21)







