Началось производство новых вязкостных гасителей для двигателей КАМАЗ Р6
Вязкостные гасители «Кнорр-Бремзе Кама» выпускает с 2010 года, на 100% обеспечивая потребность «КАМАЗа». В 2017 году, в рамках работ по созданию двигателя КАМАЗ Р6 для поколения автомобилей К5, от «Кнорр-Бремзе Кама» потребовалось разработать новый вязкостный гаситель крутильных колебаний для коленчатых валов в соответствии с функциональными и техническими требованиями силового агрегата мощностью 405 и 515 кВт. Согласно техническим характеристикам двигателя Р6, необходимо было создать совершенно новую конструкцию гасителя, в составе которого применялись бы силикон вязкостью 1 000 000 сСт и диски охлаждения. Для этого понадобилось оборудование для лазерной сварки с более высокой мощностью, а также модернизация установок для заполнения силиконом и закупку установки лазерной маркировки.
Установка лазерной сварки немецкого производителя Arnold Maschinenfabrik GmbH при сварочной мощности 6кВт представляет собой, по данным «Кнорр-Бремзе Кама», единственную установку для сварки вязкостных гасителей крутильных колебаний на коленчатые валы в составе сборочной линии, установленной на территории России. Это оборудование также оснащено системой быстрой переналадки на гасители других типов. Процесс сборки стандартизирован для всей продукции. Внутри сварочной станции подсобранная деталь помещается манипулятором на опору и перемещается в позицию сварки, где прижимается к противоупору и фиксируется. При помощи лазерной сварочной техники пошагово выполняется перманентное сварочное соединение комплектующих изделия в диапазоне 360 градусов. Все этапы сварки сопровождаются контролем качества сварных швов и свободного вращения маховика. По завершению сварки гаситель перемещается по разгрузочному транспортеру за пределы станции. Далее деталь перемещается на установку для заполнения силиконом, где автоматически проводится стопроцентная проверка на герметичность, замеряется объем, рассчитывается и заливается необходимое количество силикона. После этого в отверстия для заполнения привариваются пробки, деталь маркируется и упаковывается согласно требованиям потребителя.
В январе 2021 года Центральный Департамент качества Кнорр-Бремзе совместно с ПАО «КАМАЗ» на основании полного пакета документации, подтверждающей соответствие качества продукции, окончательно одобрил линию для серийного производства. «Мы гордимся тем, что эта новая современная линия лазерной сварки и сборки вязкостных гасителей крутильных колебаний для коленчатых валов сейчас готова локально производить высококачественную продукцию, которая будет поставляться на завод двигателей «КАМАЗа» для установки на новые силовые агрегаты КАМАЗ Р6», – отметил генеральный директор ООО «Кнорр-Бремзе КАМА» Манфред Киндерманн.

Как уберечь от досадных поломок один из самых дорогостоящих агрегатов любой техники – двигатель, и выжать из него максимальный ресурс? Правильно эксплуатировать, использовать качественное топливо и заливать хорошее, проверенное моторное масло.
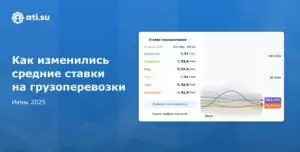
По каким направлениям ставки на перевозки грузов автотранспортом выросли или снизились сильнее всего для различных типов кузовов

Легкий китайский фургон Foton Toano представлен на российском автомобильном рынке в двух вариантах колесной базы (L2, L3) и высоты кузова (H2, H3)







