Новости
Галерея (18)











Завод MAN в Санкт-Петербурге

За последние годы Россия стала крупным сборщиком автомобилей ведущих мировых марок. В нашей стране собирали и собирают машины Ford, General Motors, Hyundai, Toyota – список, как говорится, можно продолжать. И на рынке производителей коммерческой техники не наблюдалось затишья. Самым активным игроком среди сборщиков грузовиков стала компания Volvo Trucks, в июне 2007 г. Volvo и руководство области заключили инвестиционное соглашение о строительстве завода на площади 55 га «Калуга-Юг». Инвестиции в проект составили свыше 100 млн евро. На фоне шведов MAN выглядит гораздо скромнее – без малого 30 тыс. м2. И то, что сейчас называют заводом, до недавнего времени было складским комплексом, относящимся к расположенному неподалеку автогиганту GM. Вкладывать средства в сооружение путем его приобретения немцы не стали, взяв в аренду. Срок аренды, увы, не разглашается, и надеемся, что подающее надежды предприятие не постигнет судьба предыдущего эксплуататора недвижимого имущества. Питерский завод дополнил и без того немалую империю MAN, которая в 2014 г. насчитывала около 38 500 сотрудников по всему миру. В Германии работают четыре производственных площадки в городах Мюнхен, Нюрнберг, Зальцгиттер и Плауэн. Кроме них заводы компании есть в городах Штайр (Австрия), Познань, Стараховице и Кракове (Польша). Помимо Европы производства MAN функционируют в Анкаре, Питампуре (Индия) и в городах ЮАР – Олифантсфонтейне и Пайнтауне. Совокупные продажи в сегменте коммерческого транспорта составили 11 млрд евро и 120 000 грузовых автомобилей, автобусов и автобусных шасси MAN, Volkswagen и Neoplan. MAN Truck & Bus со штаб-квартирой в Мюнхене занял 16,4% и второе место на европейском рынке грузовиков полной массой от 6 тонн. В сегменте автобусов 10,8% всех новых регистраций в Европе пришлось на автомобили MAN и Neoplan. Этот результат ставит MAN Truck & Bus на третье место среди крупнейших европейских производителей автобусов массой от 8 тонн. Дочерняя компания MAN Latin America с головным офисом в Сан-Паулу, занимающая 27% рынка, сохраняет лидирующие позиции на рынке грузовиков от 5 т уже одиннадцатый год подряд.
Впервые о планах немецкого концерна MAN построить в Петербурге свой завод заговорили в 2011 году. К следующему году в Шушарах присмотрели производственную площадку и завод MAN начал работать в тестовом режиме. В Санкт-Петербурге завод MAN входит в сеть производственных предприятий концерна. Техническое оснащение соответствует единым стандартам. Между производственными линиями завода в Мюнхене и Санкт-Петербурге нет существенной разницы. Сейчас объем производства таков, что на его площадях в разобранном виде хранится до 45 грузовиков. Эти машинокомплекты приходят в ящиках, по большей части из Германии и Австрии. Там, в Зальцгиттере, готовят к отправке кронштейны, в Нюрнберге двигатели, в Штайре кабины и др. Подобный способ выпуска машин на территории России используют много иностранных производителей. Единственный крупный агрегат, поступающий на завод MAN и локализованный у нас, это коробка передач ZF. Напомним, совместное предприятие ОАО «КАМАЗ» и Zahnrad Fabrik было создано в январе 2005 года. Производит оно 9- и 16-ступенчатые механические коробки передач Ecomid (9S1310 TO) и Ecosplit (16S1820 TO). В 2016 году планируется освоить производство автоматизированных КП Ecomid Add-on. На сегодня основным потребителем продукции СП является ОАО «КАМАЗ» (более 95%), в 2012 стартовало производство трансмиссий для ОАО «АЗ УРАЛ» (9S1310 TO) и MAN в России (16S2520). В 2016 году запланировано производство коробок передач для ОАО «МАЗ» (16S1820 TO и 9S1310 TO).
Внутри корпусов
Фактически по оборудованию завод может собрать всю линейку MAN, для этого могло бы потребоваться лишь незначительное дооснащение. Но пока присутствует лишь пара моделей (TGS и TGM), и доминирует TGS в различных вариациях (2-х, 3-х, 4-осные) – как седельные тягачи, так и шасси. Согласно внутреннему распорядку детали, приходящие на завод, уже приписаны к конкретному грузовику – это создает некоторые проблемы, если какая-то запчасть оказывается поврежденной. Взять новую с полки не получится, а придется заказывать и ждать с очередной поставкой, иногда до месяца. Подобная ситуация и с крепежной мелочевкой (тоже поставляется из Германии) – она, конечно, не привязана к определенному ТС, но поставляется с крошечным запасом 5%. Такое управление производственными процессами, или MAN Production System, не что иное, как слегка измененная Toyota Production System. Там для минимизации запасов готовых изделий производственная система большей частью ориентирована на производство, основанное на заказах. Именно поэтому используется система «вытягивания», при которой последующие процессы обращаются к предыдущим, чтобы взять необходимые изделия.
Производственный план, в котором обозначены необходимые модели автомобилей, их количество и срок изготовления, отправляется на конечную сборочную линию. Затем метод передачи материалов разворачивается на 180 градусов. Чтобы получить узлы для окончательной сборки, конечная сборочная линия обращается к сборочной линии узлов с указанием строго необходимого наименования и количества узлов и сроков их поставки. Так производственный процесс движется от стадии готовой продукции к отделу заготовки сырья. Каждое звено цепочки процесса, организованного по принципу «точно вовремя», соединено и синхронизировано с другими.
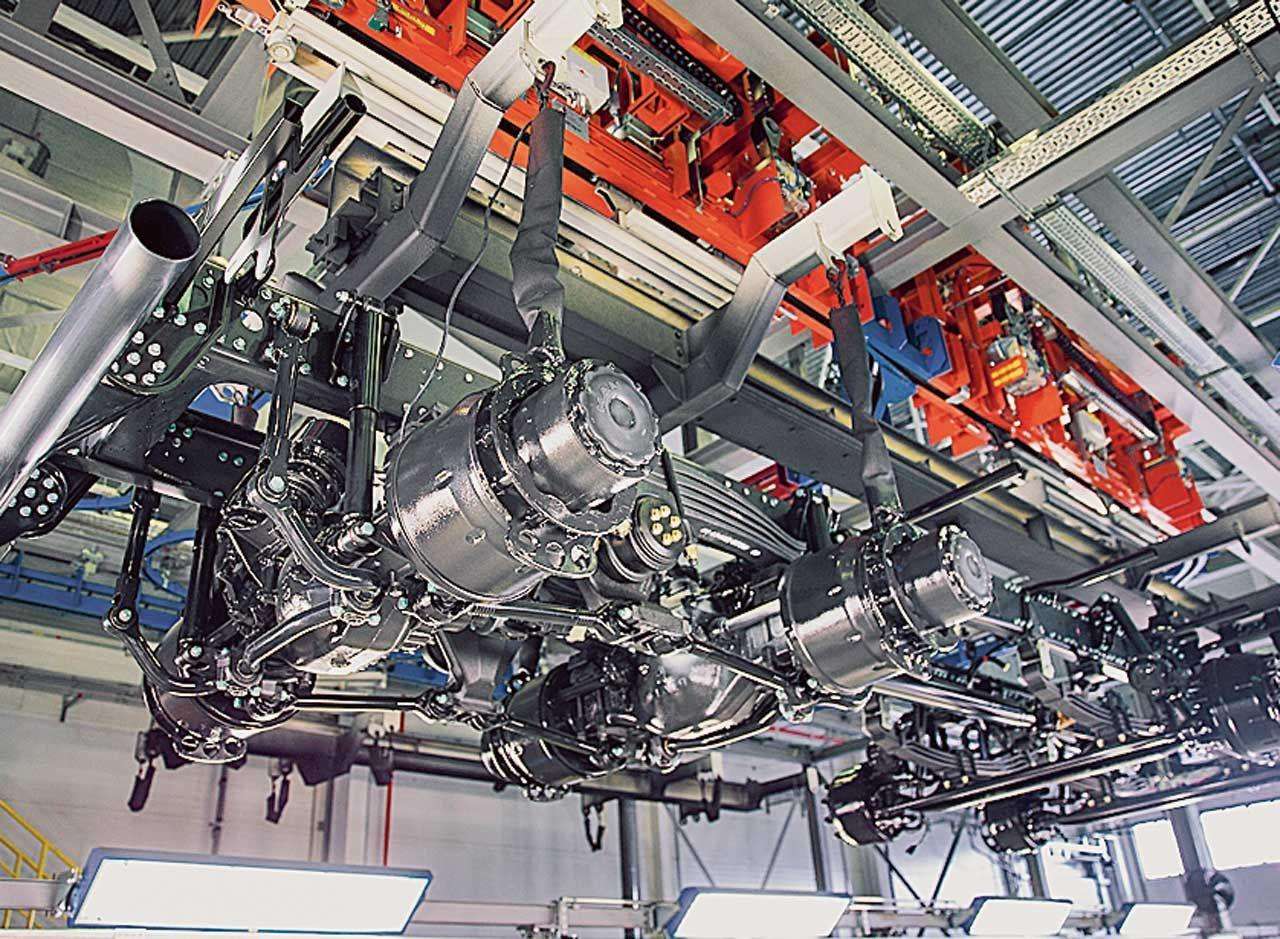
По этому принципу собирают грузовики на двух линиях – изготовления рамы и окончательной сборки, которые состоят из пяти и шести станций (мест сборки) соответственно, что почти в пять раз короче, чем, например, на заводе в Германии. Длина линии и, соответственно, количество станций прямо пропорционально влияет на производительность. Ресурс по выпуску завода в Шушарах – всего 6000 грузовиков в год в две смены. В переводе на возможные суточные достижения это 15-16 грузовиков, а реально сейчас завод выпускает четыре грузовых автомобиля в день.
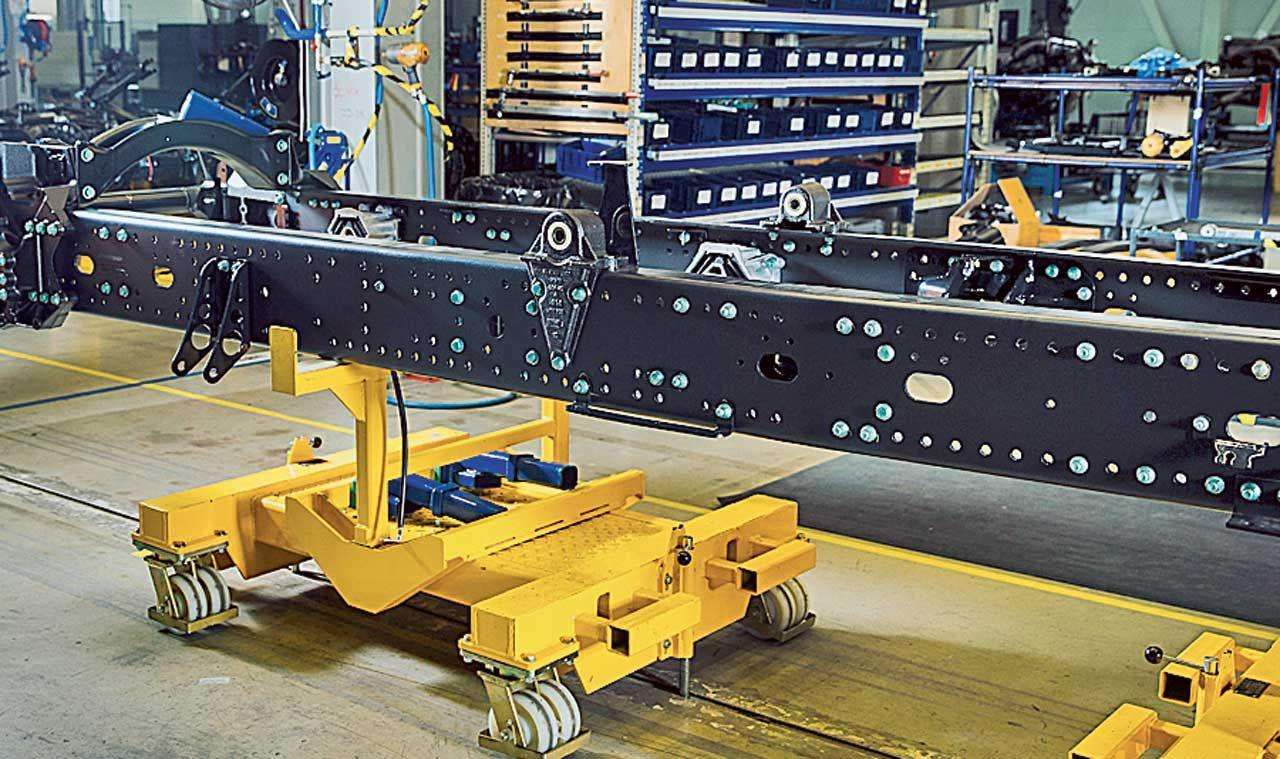
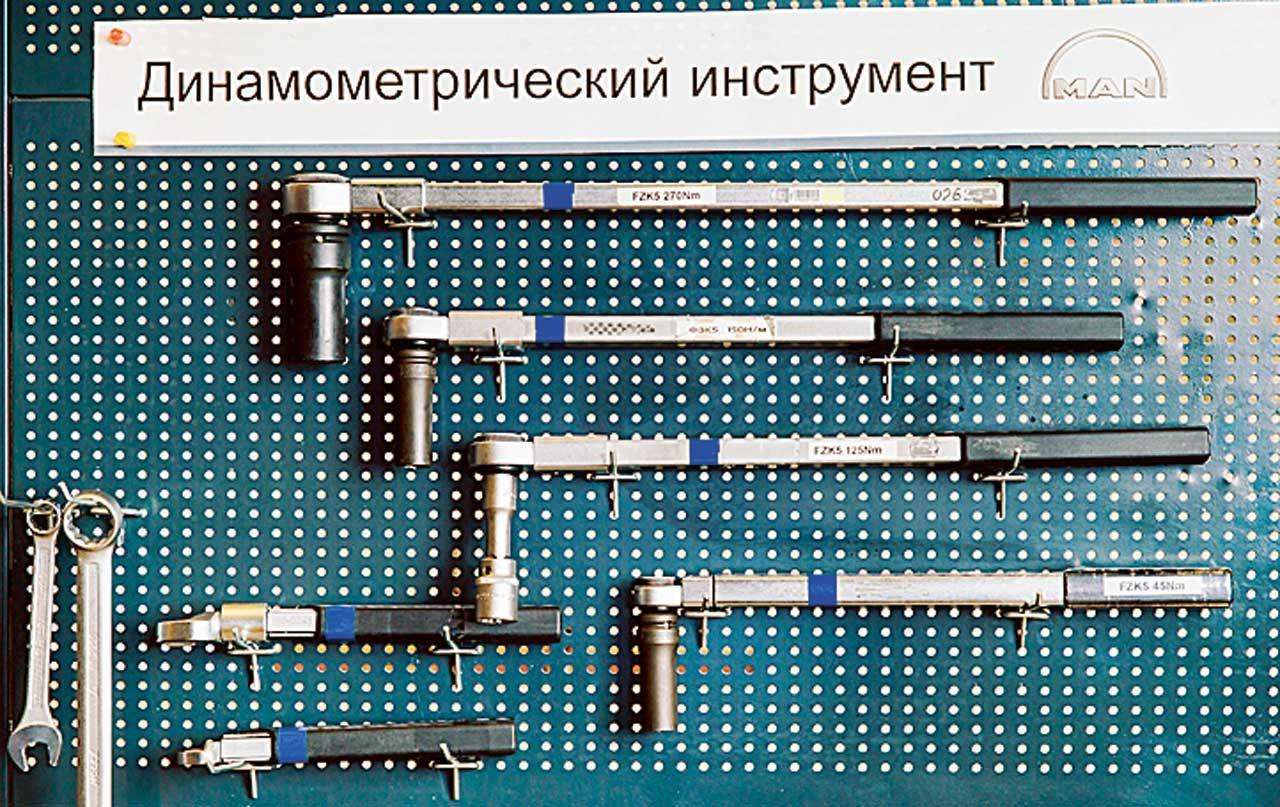
На линии сборки рамы на нее наносят российский vin-номер, последние четыре цифры которого имеют сквозную нумерацию – и всего месяц назад из ворот предприятия вышел тысячный экземпляр. Для удобства установки кронштейнов и другого оборудования сборка рамы осуществляется осями вверх. Раму с поперечинами соединяют клепки с усилием склепки не менее 30 тонн. Болтовое соединение проще при монтаже, но дороже при применении. Совсем от болтов с гайками не отказываются – их используют, когда обнаруживают бракованную заклепку. Затягивают гайки (и не только на раме) – тарированными ударными гайковертами с погрешностью недозатягивания 15%. После них соединение дополнительно проверяют динамометрическими ключами предельного типа. Хотя для особо ответственных деталей (стремянок рессор и крепления рулевого механизма) применяют гайковерты с точностью до 2%, после их затяжки дополнительной протяжки не требуется. Поступающие на завод узлы и агрегаты могут быть окрашены либо не иметь защитного покрытия. Несмотря на это, собранные шасси (без кабин, колес и проводки) дополнительно покрывают слоем краски на водной основе. По стандартам MAN cлой покрытия не может быть меньше 90 мкм. Именно покрасочная камера, если так можно выразиться, тормозит линии, «такт тайм» которых составляет 27 минут – быстрее окрасить поступившее шасси не получается.
Нанесенное покрытие сохнет при температуре 80 градусов Цельсия в специальных камерах сушки. По технологии MAN разные требования к внешнему виду предъявляются к разным частям шасси. Тем, что на виду (к примеру, противоподкатному брусу) наводится блеск и лоск, которым позавидуют кузова легковых автомобилей на выдаче клиенту.
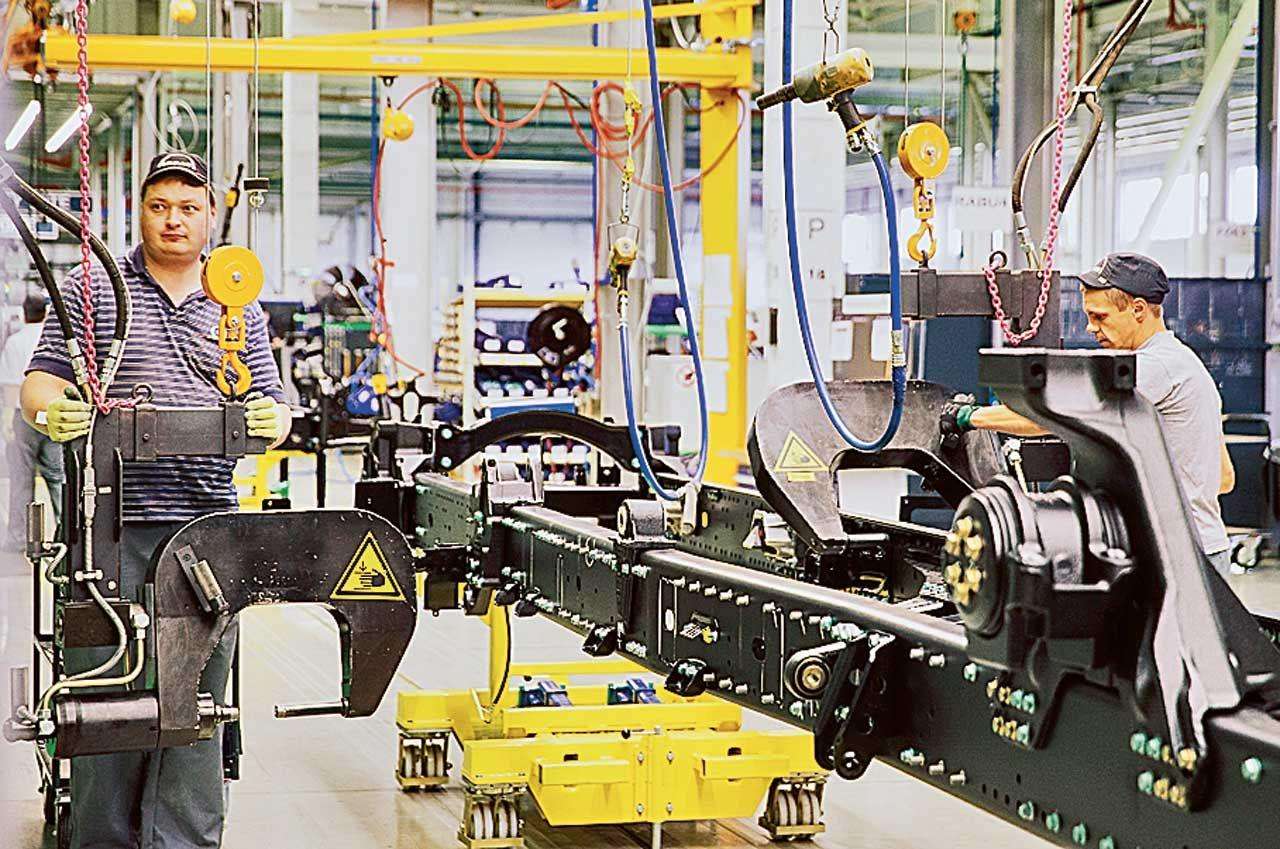
После окраски, на протяжении трех станций, собирают пневматические и электрические «косы», где сборщики проявляют свои творческие способности, ведь существуют чертежи, но четкой трассировки их прокладки нет. Сотрудники руководствуются стандартами по длине, изгибам, расстоянию между хомутами и т. д.
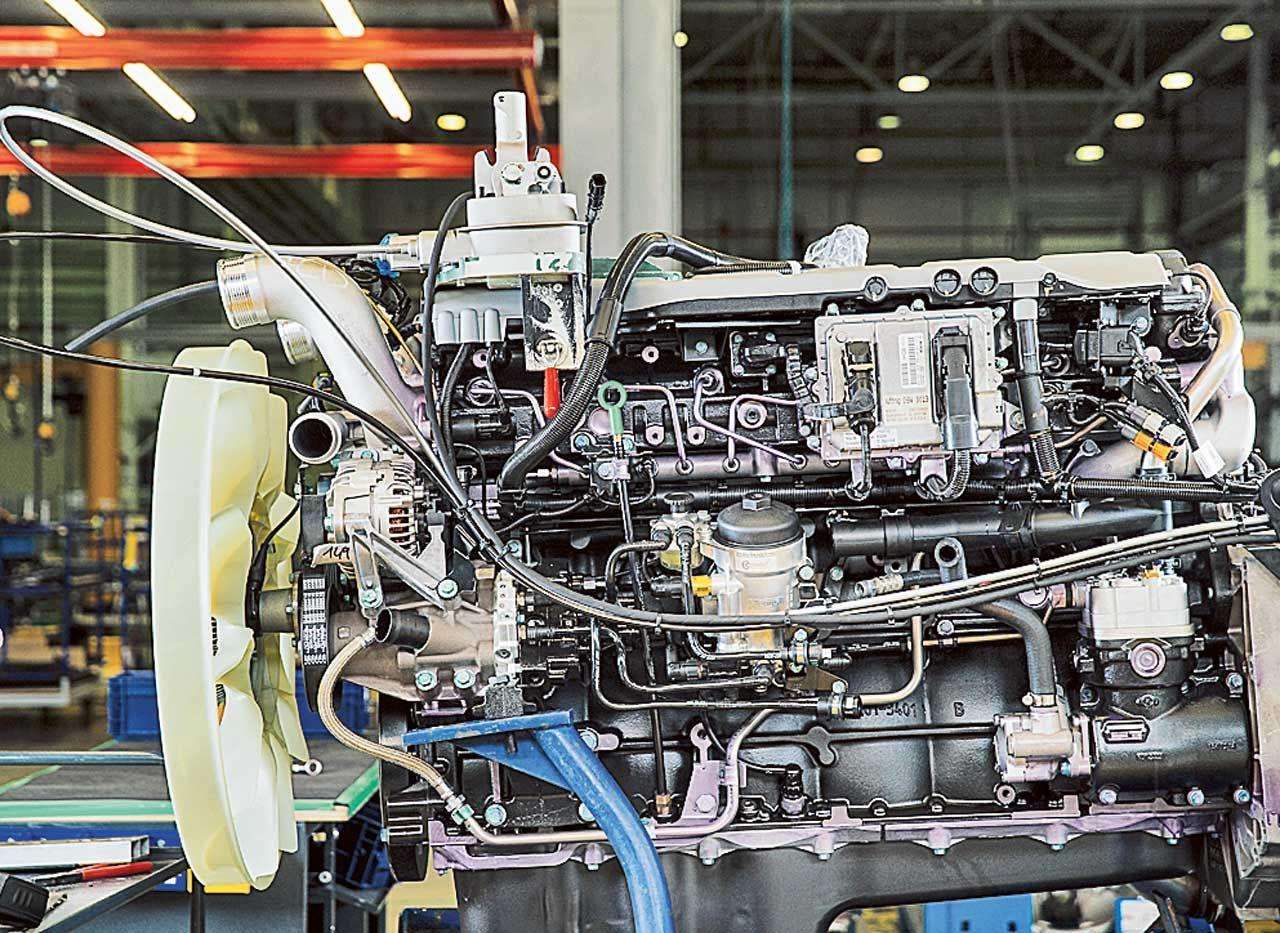
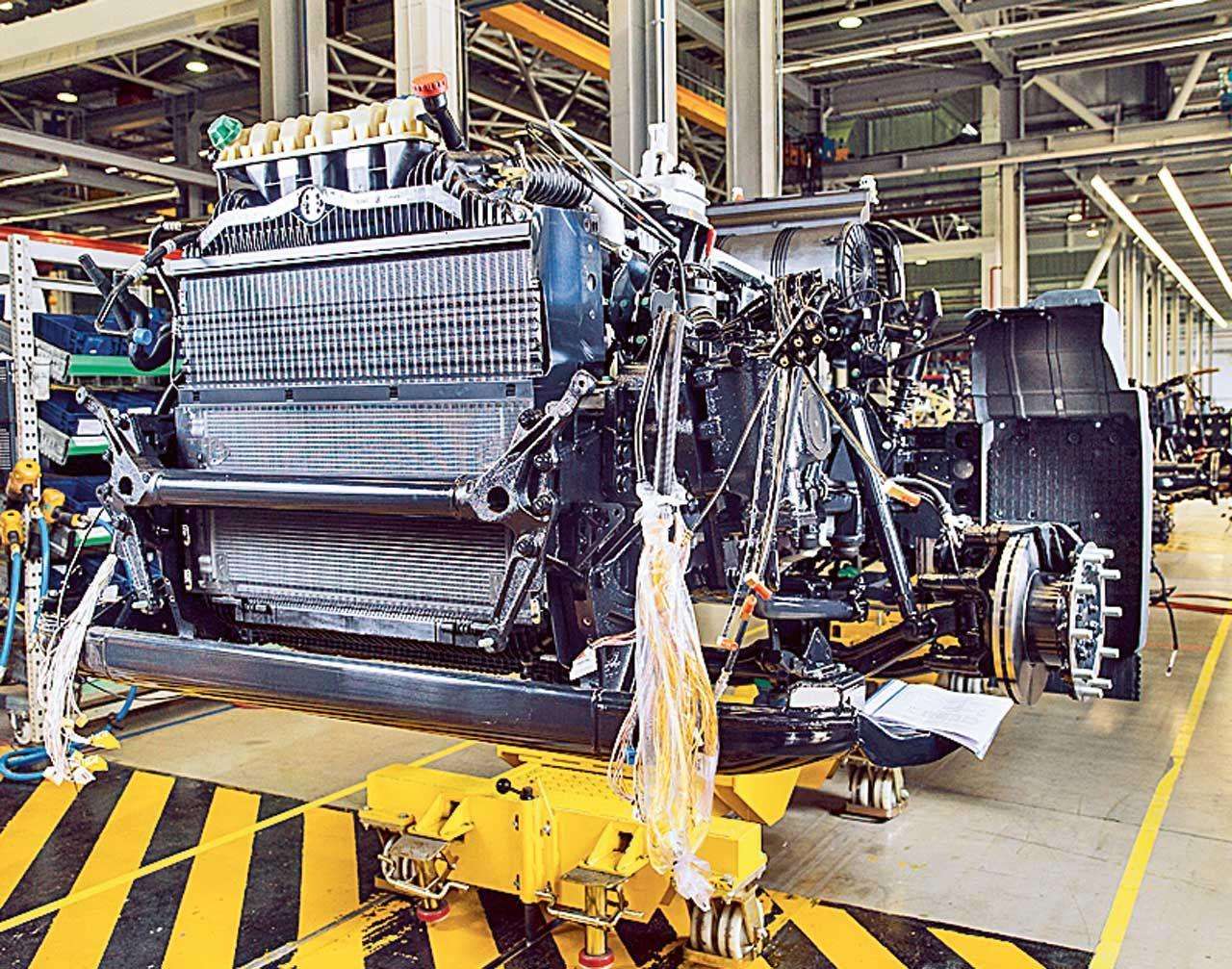
Свои TGS в различных вариациях MAN оснащает двигателями стандарта Eвро-5 с применением AdBlue. Установка более экологичных версий в планах завода пока не значится. Дизельные двигатели «женят» с коробками ZF челнинского производства. Но в случае заказа автоматической трансмиссии ее привезут из Германии. Из Австрии в практически собранном виде на завод поступают кабины – на них лишь устанавливают аэропакеты, бачки омывателей и другую мелочевку. В финале сборки человек с компьютером, подключенным к машине, связывается с головным заводом в Германии, чтобы получить разрешение и программы для заливки в блоки управления электронных систем грузовика.
Семь раз проверь
На заводе все работы ведутся в полном соответствии с едиными международными требованиями к эффективности и качеству, а именно – в соответствии с политикой компании, где каждый автомобиль проходит многоступенчатый контроль. Первые контрольные ворота находятся на приемке комплектующих. Если все в порядке, детали укладываются на стеллажи, после чего еще раз проверяется комплектность. Следующий контроль – после станции, где завершается сборка рамы. Там проверяют корректность сборки и прочность соединений. После завершения сборки всего автомобиля он отправляется в зону тестирования. Здесь установлено специальное покрытие и оборудована отдельная система пожаротушения, поскольку в этом месте заправляется дизельное топливо. В первую очередь тестируют пневматику – требования у системы очень жесткие, улавливается утечка воздуха в миллибар. В этой же зоне проводят программирование всех систем и подключение к системе MAN Cats. После этого производится первый запуск двигателя и машина уходит на линию окончательных тестов. На полу в зоне окончательных тестов установлены искусственные неровности, они предназначены для подготовки подвески шасси к установке углов схождения колес. Система подключена к компьютеру, тестируются все блокировки дифференциалов. На заводе нет отдельной будки для скоростного теста, поэтому здесь проводится только тест тормозов. Затем машина едет по кругу на завершающее тестирование. На этом посту сонаром проверяют углы установки колес, а также положение руля. Здесь же устанавливают мелкие детали, например, трубку, соединяющую бензобаки, если в машине их два.
Далее – последние ворота качества, где еще раз тестируют электрику. Раньше, когда не были установлены какие-то детали, машина отправлялась в зону доработки. Сейчас, благодаря совершенствованию процессов и промежуточному контролю качества, комплектующие ставят непосредственно на линии.
Финальные ворота качества назвали Green line. Здесь тестируют самые мелкие детали – это не аудиторская, а штатная проверка. Она проходит в течение полутора часов. Затем машина отправляется на дорожный тест протяженностью 20 км. Совместно с ГИБДД разработан специальный маршрут, и проходит он по дорогам общего пользования. Для тестов есть обезличенные номера, не привязанные к конкретным автомобилям. Также предусмотрено несколько вариантов маршрутов, чтобы проверить все необходимые параметры. В штате завода предусмотрены три тестовых водителя. После 20-километровой обкатки машину отправляют на взвешивание – вес заносится в ПШТС или ПТС.
В отдельную категорию вынесена аудиторская проверка. Примерно раз в 2-3 дня отдел качества забирает один грузовик на выборочный аудит. Он проводится в течение трех дней. Специалисты отдела качества выполняют роль очень требовательного клиента: откидывают кабину, проверяют автомобиль так, как это сделал бы потребитель – осматривают болты, сколы, любые дефекты покраски и т. п. В ходе аудита проводят и 100-км дорожный тест, в более сложных дорожных условиях, чем первоначальный. На ходу проверяют все системы. По окончании трех дней выставляется рейтинг и итоговая оценка по результатам аудита. Это рейтинг QKZ, его рассчитывают в баллах по специальной формуле. Разные грузовики имеют разную сложность, и возможное количество дефектов может варьироваться. Чтобы качество конкретного грузовика было понятно всем, баллы пересчитываются в рейтинг QKZ. Оценка 1 – это идеальное состояние. Чем больше цифра, тем хуже результат. Сейчас у питерского завода весьма неплохие показатели, есть даже два чемпиона: тягачи получали оценки 1 и 1,1. На аудит машины берутся постоянно – одну закончили, взяли следующую.
Завод MAN в Санкт-Петербурге не просто придерживается стандартов, а стремится совершенствовать производственные процессы и улучшать показатели. Результатом этой работы стали первые места по качеству, полученные в мае и июне 2015 г. на внутреннем конкурсе среди заводов MAN. Грузовики, прошедшие проверку на «отлично», отгружают в Москву – российскому представительству MAN, которое является единственным покупателем продукции питерского предприятия.

Рынок тяжелых грузовиков: смена лидера среди «иностранцев». Надолго ли Dongfeng удержится наверху? Мнения экспертов.

Всегда ли трехосный грузовик-вездеход превзойдет двухосный на бездорожье? А у четырехосного проходимость еще лучше? Анализируем преимущества схемы 8х8

Новые автобусы — взрывной рост популярности лайнеров длиной более 12 м. Причина столь резкого взлета? Прогноз рынка автобусов в России
Галерея (18)







