Галерея (19)


















Завод кабин Volvo Group

Ни один из автопроизводителей европейской «большой семерки» не относится так серьезно к российскому рынку грузовиков, как Volvo Trucks, а теперь – холдинг с более широкими возможностями и полномочиями Volvo Group. Когда весной 2007 года в компании «Вольво Тракс Восток» заявили, что намерены построить в Калуге автосборочный завод, чтобы грузовики Volvo стали для России отечественными автомобилями – это уже воспринималось как сенсация. До Volvo Trucks единственным в России автозаводом, производившим тяжелые грузовики-иномарки, был только «ИВЕКО-УРАЛАЗ» в Миассе, но в 2006 году там сделали лишь 191 автомобиль, а здесь разговор шел о 15 тысячах грузовиков! То есть одна треть, а то и больше от того, что производил в те года ОАО «КАМАЗ», или по-другому – больше МАЗа… Шведы начинали строить калужский завод во времена, когда в России тяжелые грузовики раскупались как горячие пирожки, а открывать пришлось уже в разгар кризиса 2009 года. Но заводской конвейер все-таки запустили. Фактически в Калуге построен один завод, с общей логистикой, складами, энергообеспечением, но с двумя разными конвейерами. На одном собирают Volvo, на другом – Renault. Постепенно – а кризис не лучшее для бизнеса время – все же обогнали по производительности сборочное производство «Вольво Тракс Восток» в Зеленограде, открытое в 2003 году и рассчитанное на сборку 500 грузовиков. Уже в 2010 году в Калуге изготовили 1236 автомобилей, а в декабре 2011 выпустили 5000-й грузовик. В 2013 году был собран 10 000-й Volvo и 2000-й Renault. На текущий момент собрано свыше 16 000 грузовых автомобилей Volvo и Renault.
Казалось бы, можно остановиться на достигнутом – еще в 2011 году из всех существующих в России сборочных производств тяжелых грузовиков-иномарок калужский завод Volvo был признан самым большим, и при этом реально выпускает самую широкую гамму автомобилей. Но шведы на стойчиво стремятся сделать грузовики Volvo и Renault калужской сборки юридически российскими. С самого начала работают в соответствии с постановлением №566 Минпромторга РФ о режиме промсборки. Напомним, именно на этом постановлении как грибы после дождя начали расти производства легковых и грузовых автомобилей в России. У «Вольво Тракс Восток» статус российского производителя с мая 2009 года. Подходит время выполнения очередного этапа в требованиях постановления – у этой шведской компании уже все готово. Поэтому статус «отечественного производителя» без проблем пролонгируется каждый год. Сейчас близится срок обязательного запуска производства кабин – Volvo Group, не на словах, а на деле выполняет эти требования. Следующим этапом будет строительство завода коробок передач и ведущих осей. Здесь шведы оговариваются со сроками: если все пойдет нормально, то до 2018 года.
О том, что грузовики Volvo теперь встают в один ряд с отечественными грузовиками, допустим, с КАМАЗами, говорит тот факт, что эти автомобили приняты на «службу» в МЧС России и ходят в составе гуманитарных конвоев. А «абы что» с неизвестными схемами поставок запчастей и сервисным обслуживанием на уровне «плинтуса» в такие организации брать не принято.
Европейские технологии
Завод кабин Volvo Group в Калуге – это два производства: сборочное и окрасочное, а также – склад. Причем все начинается на складе и заканчивается складом. Оснащать этот завод своим штамповочным производством пока не собираются. Поэтому готовые детали для кабин Volvo Trucks привозят из шведского города Умео, с того же завода, который обеспечивает штампованными деталями производство кабин в Европе. Точно также, для кабин Renault, штампованные детали привозят из Франции, с завода Renault Trucks из города Венисьё, что в пригороде Лиона.
Стоит особо отметить, что собирать будут только кабины нового модельного ряда. Для Volvo – кабину нового FH, потом – обновленную кабину Volvo FM, но в ее основе старая кабина. Кабина Renault Trucks T-range – совершенно новая, а старый модельный ряд Renault почти год как снят во Франции с производства, за исключением кабин для «Керакса», которые будут выпускать до 2016 года. На склад вывозятся и все готовые кабины, а оттуда – уже на сборочный конвейер автозавода. Так что склад на заводе кабин нужен солидный.
Шведы подчеркивают: процесс сборки и сварки кабин Volvo Trucks и Renault Trucks идентичен процессу на европейских заводах компании. Проектирование цехов производилось в соответствии с требованиями производственной системы Volvo (VPS), учитывающей все аспекты производства, в том числе и защиту окружающей среды. Однако организовать одновременное производство трех совершенно разных кабин (а еще и их модификаций!) на одной линии – не то чтобы невозможно, но сложно. А если последовательно переналаживать оборудование под выпуск необходимого количества кабин каждой модели, с определенным временным циклом, то это ведет к потере времени, лишним трудозатратам, а еще – усложняется логистика. Поэтому в сварочном цехе смонтировано три независимых сборочных линии, под каждую кабину – своя.
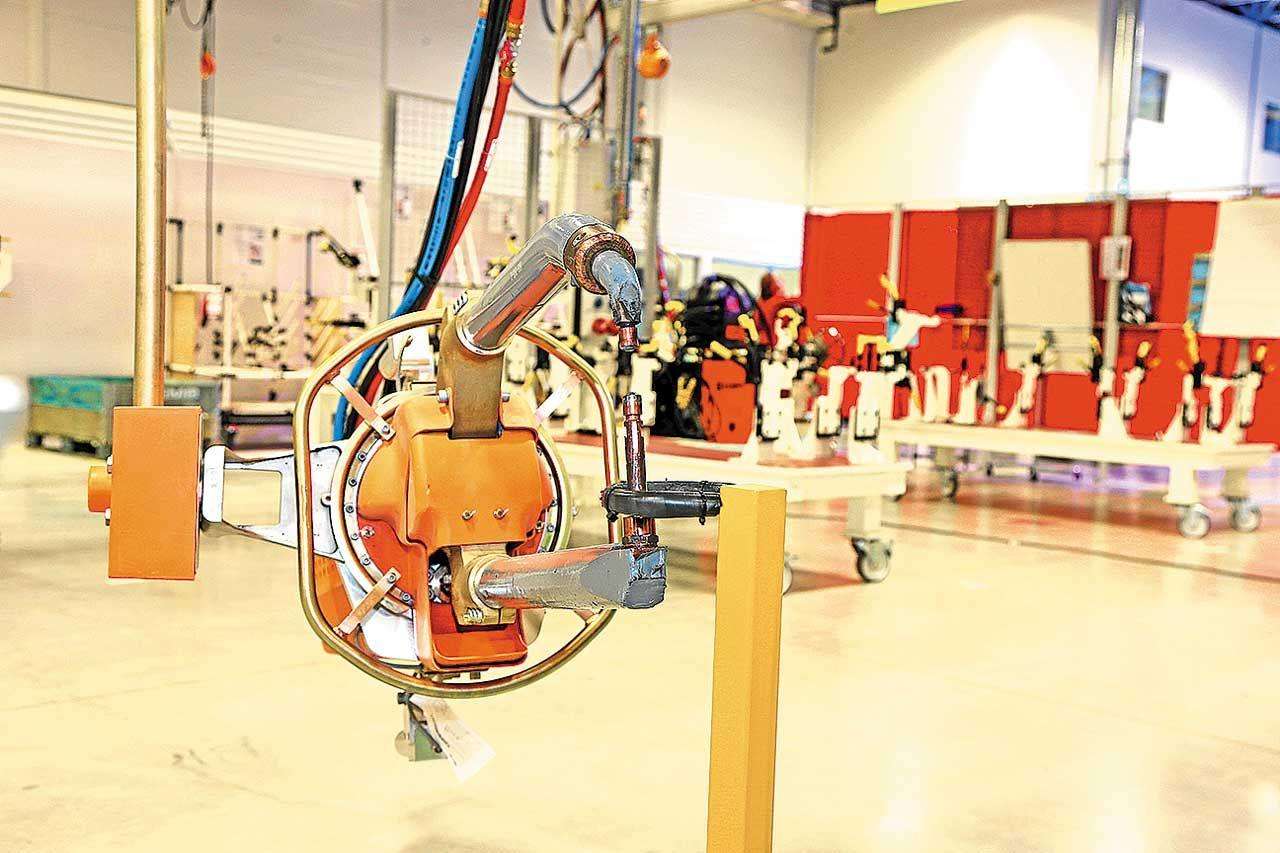
Основным поставщиком технологического оборудования цеха сварки является французская фирма Actemium. Почти весь процесс автоматизирован, сварка ведется по заранее написанным программам для разных вариантов собираемых кабин, но что-то приходится подваривать вручную электродуговой или контактной сваркой, в частности, крепеж интерьера внутри кабины. Часть деталей собирается на клеевых композициях, не подвергая металл ненужному нагреву. Геометрия готовой кабины формируется в сварочных кондукторах. Здесь операторы фиксируют геометрию готового изделия точечной сваркой, а потом уже все окончательные сварочные швы выполняют роботы.
Предмет особой гордости шведов – технология сборки боковой стенки кабины. Там видна любая погрешность – сварочные швы всех остальных панелей закрыты накладками. Помнится, на одном из «чистопородных» японских грузовиков, на боковой стенке, попались на глаза точки сварки, которые оказались даже не зашпаклеваны. У Volvo Group здесь применяется технология, аналогичная используемой при изготовлении кузовов легковых автомобилей премиум-сегмента – роботизированная плазменная сварка. Локальное и сверхкратковременное применение плазмы температурой до 30 тысяч градусов Цельсия позволяет избежать лишнего перегрева металла, обеспечивает эстетичный и качественный шов, практически не заметный глазу.
Перед тем как перейти к нанесению защитных слоев на готовую кабину, ее промывают и обезжиривают. Причем весь процесс и подготовки, и окраски максимально автоматизирован. Мало того что основные панели кабины, обычно наиболее подверженные коррозии, изготовлены из оцинкованной с двух сторон стали, кабину после обезжиривания еще и фосфатируют в ванне с полным погружением. Пористая фосфатная пленка сама по себе уже антикоррозионное покрытие, а еще она улучшает сцепление грунта с металлом. Важнейший этап для долговечности кабины – катафорезное грунтование. При полном погружении кабины в ванну с грунтовкой и «купании» с переворачиванием в ней под воздействием тока высокого напряжения на металле происходит электроосаждение защитного состава. Затем – сушка в камере при температуре до 180 градусов по Цельсию. Если поднять кабину на готовом грузовике, то снизу видно серовато-бежевое покрытие. Это и есть катофорезный грунт. Благодаря погружению в ванну и электроосаждению грунт проникает не только во все закрытые полости, но даже в тончайшие щели между сваренными панелями!
Затем кабина поступает на линию шлифовки грунта, где на лицевых панелях устраняют возможные потеки и создают матовую поверхность для лучшей адгезии грунта с краской. Далее идет линия нанесения герметика и мастик. Эти работы в основном производят роботы, но на сложнодоступные поверхности покрытия наносятся вручную. На этом этапе кабина проходит контроль перед покраской.
Процесс нанесения лакокрасочного покрытия полностью роботизирован. В цехе на этом этапе расположено 6 покрасочных роботов и 2 робота-манипулятора для открывания дверей. Поставка всего технологического оборудования и его монтаж «под ключ» осуществлен германской фирмой Durr. Операторы цеха покраски, наладчики оборудования прошли обучение на заводах в Умео и во французском Бленвиле, где собирают и окрашивают кабины Renault Trucks, так что к качеству окраски претензий быть не должно.
В зависимости от типа покрытия (базовые цвета или металик с лаком) кабины с навесными пластиковыми деталями могут проходить от двух до трех кругов по конвейерной линии, то есть окрашиваться в два или три слоя.
После нанесения лакокрасочного покрытия кабина отправляется в термокамеру для сушки краски. При температуре 85 градусов кабина сушится около часа. Затем наступает время контроля всего нанесенного покрытия, после чего готовую кабину отвозят на склад. А уже оттуда – к строго определенному времени кабину доставят на сборочный конвейер автозавода для сборки еще одного грузовика с надписью «Сделано в России».
Информация
- Завод кабин Volvo Group в Калуге расположился по соседству с заводом по производству грузовых автомобилей Volvo Group, а также заводом по производству экскаваторов Volvo. Начальная проектная мощность завода составляет 15 000 кабин в год: 10 000 кабин предназначено для грузовых автомобилей Volvo Trucks, а 5000 кабин в год – для Renault Trucks. Производственные объемы полностью соответствуют заявленным для завода Volvo Group в Калуге, открытого в январе 2009 года.
- Инвестиции в строительство завода кабин Volvo Group составили порядка 90 млн евро. Территория завода – 2,96 га, площадь производственных и складских помещений – 25 000 кв.м. Предполагаемый штат сотрудников – 350 человек.
- Справедливости ради стоит отметить, что «пальма» первенства в отечественном производстве кабин для тяжелых грузовиков-иномарок принадлежит СП «ИВЕКО-УРАЛАЗ» из Миасса, а теперь – ООО «ИВЕКО-АМТ». Однако объемы производства кабин для миасских IVECO Trakker не сопоставимы с тем, что организовали шведы. И уровень оснащения – тоже. Хотя катафорезное грунтование тоже было освоено: сваренные кабины отвозили на сам автозавод «УРАЛАЗ» – у них катафорез включен технологическую цепочку уже почти 15 лет.
Кто после Volvo Group освоит на аналогичном уровне, пусть и в меньших объемах, выпуск кабин для грузовиков-иномарок? Скорее всего это будут не питерские заводы MAN и Scania… Вероятно, на такой же уровень локализации может выйти только завод «Мерседес-Бенц Тракс Восток» в Набережных Челнах. Делать кабины для российских «мерседесов» будет «КАМАЗ». Напомним, сейчас там освоили сборку кабины Mercedes Axor для нового тягача КАМАЗ-5490. Но это произойдет не раньше чем на стадии запуска в производство новой «корейской» кабины для КАМАЗов – под нее скорее всего придется серьезно модернизировать челнинский завод кабин. То есть следующего по значимости события – открытия нового производства кабин, аналогичного калужскому, придется ждать года четыре, а то и все пять. - В краткосрочной перспективе, при отсутствии высоких импортных пошлин, локализация автокомпонентов не всегда будет выгоднее импорта.
Мнения

Олег Васильченко
PR-менеджер ООО «Вольво Групп Тракс Россия», Москва
Часто возникают вопросы: как отличаются в цене грузовики калужской и европейской сборки? Как отразится на цене калужских Volvo и Renault постройка завода кабин? Можно ответить так: согласно законам бизнеса, в цене готового автомобиля калужской сборки до момента возврата инвестиций (параметр ROI – Return on Investment) на строительство завода грузовиков заложена определенная маржа. Таким образом, на данный момент нельзя говорить о том, что цена на калужские машины ниже, чем на грузовики европейской сборки. Со временем это произойдет, когда ROI будет достигнут.
Что касается кабин. Это компонент грузовика, поэтому в цене готового грузовика не будет общего увеличения за счет локальной кабины.
Основное преимущество локального производства на данный момент – значительное снижение сроков поставки готовой продукции отечественным клиентам плюс увеличение уровня локализации.
Если оперировать более значимой величиной, чем просто начальная цена грузовика (не забывайте про лизинг – клиентов никто не заставляет платить всю сумму сразу; об этом почему-то очень многие СМИ не пишут) – а именно общей стоимостью владения грузовым автомобилем + остаточной ценой при перепродаже, – Volvo по-прежнему остается самым выгодным ТС для инвестирования.

Минимизируем влияние топлива устаревших экологических стандартов на современные моторы легковых автомобилей и коммерческой техники.

Российская цистерна на 22 000 литров, колесная формула 6х6, при этом можно перевозить топливо по дорогам общего пользования. А как же допустимая нагрузка на оси?

Новый БАЗ изначально создавался как полностью отечественная машина. Если в ней и есть что-то заграничное, то оно приехало из дружественной Беларуси.
Галерея (19)







